
240.000 Tons of natural wood are being processed each year in the biomass boiler located in Nesle (France), where they are being converted into renewable electricity (130 GWh/year), process heat (220 GWh/year) and cooling water (2 GWh/year). The owner AKUO Energy and the operating company CNIM EB hence contribute since 2013 to a reduction of the CO2-emissions of the local industry.
240.000 Tons of natural wood are being processed each year in the biomass boiler located in Nesle (France), where they are being converted into renewable electricity (130 GWh/year), process heat (220 GWh/year) and cooling water (2 GWh/year). The owner AKUO Energy and the operating company CNIM EB hence contribute since 2013 to a reduction of the CO2-emissions of the local industry. Since July 2016, the operating process has been significantly optimized through the first-time implementation of Shock Pulse Generators for the continuous and automated online cleaning of finned tube ECOs in a biomass boiler. The CNIM R&D team carried out a layout study and also participated during installation and commissioning. The trial and subsequent analysis of corresponding boiler data allowed to validate the efficiency of the equipment and to optimize the Shock Pulse Interval.
The 16 MWel boiler is of „Single Pass“ type. The spreader-stoker supplemented with ash-recirculation from the cyclone allows to efficiently burn the natural wood by minimizing the unburned gas rate. From the furnace, the flue gases enter the vertical superheater and evaporation section and eventually enter the ECO pass, where two finned tube ECO bundles cool down the gases from 250°C to 170°C. Each ECO bundle has overall dimensions of 6.7 m length x 2.4 m width x 1.6 m height.
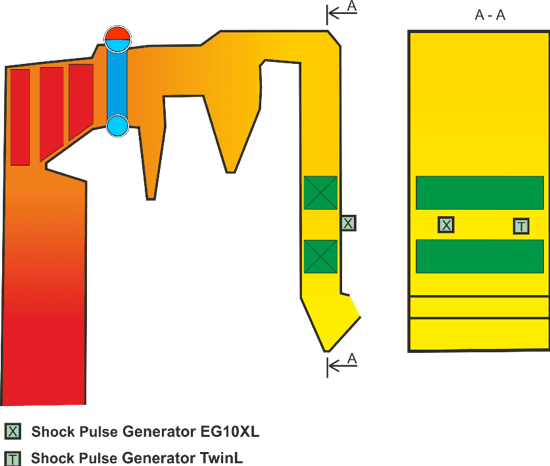
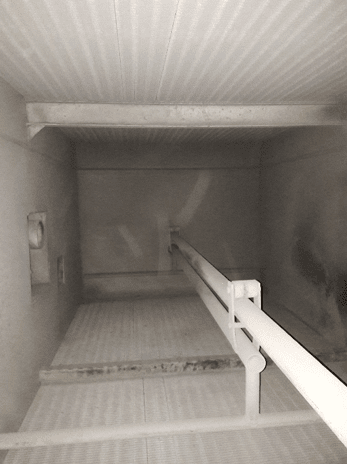
Figure 1 : On the left, drawing of the KOGEBAN biomass boiler. On the right, image of ECO pass rear wall with EG10XL discharge nozzle (visible on the left of the Figure).
Finned Tube ECO causes massive problems during operation
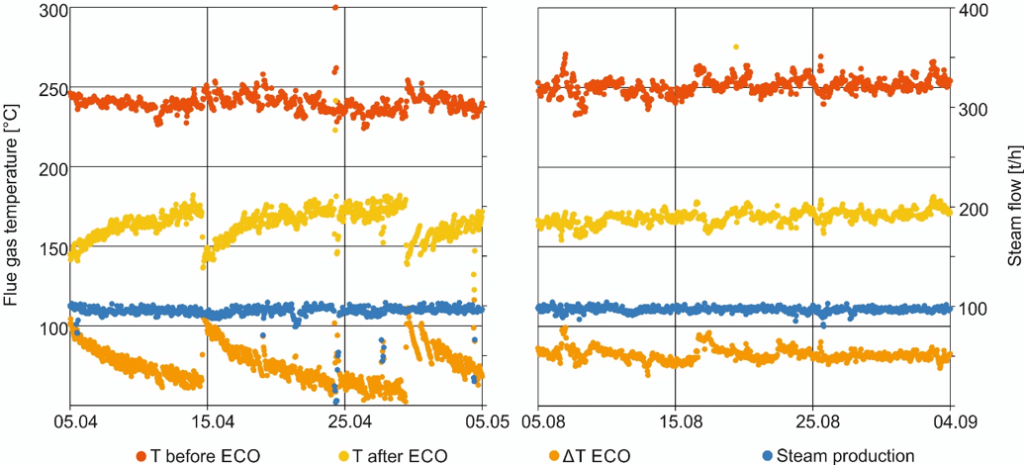
Since boiler commissioning in June 2013, the two ECO bundles were cleaned 2 to 3 times a day, each with a RSG-AR rake soot blower (steam consumption 10 t/h) placed above the bundles. Additionally, sonic horns (Nirafon type) were installed between the bundles. The temperature after the ECO installation shows a saw-tooth profile (Figure 2 on the left). With a constant 100T/h steam output, the flue gas temperature after the ECO went up 40°C from 140°C to 180°C within 10 days. The flue gas temperature drop through the ECO was 100°C with a clean module but only 50°C after 10 days of operation. The temporary steam consumption of up to 10% of the total steam flow on each soot blower has led to some issues with boiler control. In order to maintain permanently a high quantity of process heat and cooling water during the operation of the soot blowers, the steam flow had to be increased temporarily.
Beginning of a hot phase in boiler operation
In July 2016, one TwinL and one EG10XL Shock Pulse Generators (rented out to CNIM EB) have been installed on the rear wall of the ECO pass between the two ECO bundles (Figure 1, right). There was no reference with Shock Pulse Generators on finned tube ECO bundles in biomass boilers prior to this installation. Due to the high pressure waves absorption by the finned tubes, the most powerful units have been chosen from the right beginning and used with an Shock Pulse Interval of one hour. After commissioning of the Shock Pulse Generators, the sonic horns could be stopped and the two soot blowers were rarely used (5 to 7 cleaning cycles per month).
Expectations are exceeded
The issue with the saw-tooth profile could be solved with the Shock Pulse Generator cleaning (Figure 2, right). The outlet temperature on the ECO modules could be stabilized with only 20°C remaining fluctuations, the cooling of the flue gas in the ECO modules could be stabilized at 80°C. An inspection on the ECO units after 5 months operation showed no additional abrasion or wear due to the pressure waves. In the meantime the Shock Pulse Generators have been bought and definitely installed. The biomass boiler can now be operated continuously and without additional manual cleaning on the ECO units. The short term increase of steam flow is not necessary anymore, which has additionally reduced slagging and fouling in the boiler. Shock Pulse Generators in this new application has shown that this cleaning technology can be implemented with a high efficiency on finned tubes, while protecting the boiler.


