

The site at Pirdop/BG is also home to Aurubis’ largest flash smelting furnace. The iron-sulfur-copper concentrate, referred to as copper matte, as well as iron silicate slags are produced from about 1.4 million ton of copper concentrates each year by smelting them and separating the less valuable components.
Aurubis Group operates six smelter sites for copper processing in different locations. Aurubis Bulgaria in Pirdop operates the largest smelting furnace of Aurubis Group. It processes copper concentrates. The off-gas leaving the flash smelter is sent to a waste heat boiler for heat recovery. Due to the high load of fly ash and sulfur dioxide, the waste heat boiler faced severe fouling. The originally designed boiler cleaning system didn’t satisfactorily clean-off the fly ash deposits. Thanks to the implementation of four Shock Pulse Generators delivered by Explosion Power GmbH, the removal of boiler deposits was significantly improved since 2016, enabling a production capacity increase of the flush smelter by over 20%. Two additional SPGs have been commissioned in January 2022 to boost the removal of accumulations in the lower part of the boiler. The operators are very satisfied with the operation of the SGPs and with the entire success of the improvements.

Processing copper from copper containing concentrate
Once the furnace is hot, it produces the necessary melting heat from the input materials themselves. The off-gas is sent from the flash smelter to a waste heat boiler to utilize the heat from the off-gas for steam production, which is then mainly used for drying the input of the iron-sulfur-copper concentrate.
The off-gas leaves the flash smelter at a temperature of approx. 1300°C and is heavily loaded by approx. 10% fly ash and approx. 30% SO2. In the off-gas flow downstream of the smelter, two waste heat boilers are arranged in a row. In the first waste heat boiler, consisting of a radiation and a convective section, the gas is cooled down to approx. 600°C. A part of the fly ash is separated and removed by means of mechanical rappers and chain conveyors. The second waste heat boiler is designed as a convective boiler comprising tube bundles. Also, the second boiler was originally equipped with mechanically rappers only. The separated fly ash is removed by chain conveyors. The entire separated fly ash is to a high degree recycled to the smelter for further exploitation of the ingredients. The off-gas leaves the second boiler at a temperature of approx. 430°C, containing approx. 3% fly ash and 30% SO2. It is directed to a downstream located electrostatic precipitator and is afterwards to an SO2 converter for production of sulfuric acid.
The molten material forms two-layers in the smelter. The upper layer accumulates molten iron-silicate slag, which is later deployed in a wide range of applications, as in road-constructions, cement production or production of abrasives. The lower layer is formed of molten copper, which is called the «copper matte» containing approx. 64% Cu. In subsequent purification steps the copper will be refined to the desired quality, up to 99.995% Cu.
Shock Pulse Generators keep the heat transfer of bundles efficient
The off-gas entering the convective boiler still contains a high ash concentration, and the fly ash forms heavy deposits on the tube bundles. The originally installed mechanical rappers were not able to remove the deposits efficiently. Consequently, due to the reduced heat transfer to the water/steam cycle, the gas temperature at the boiler exit tends to rise. 450°C is the critical limit for the subsequent equipment. After optimization of the boiler cleaning by installation of four Shock Pulse Generators EG10L in 2016, the heat transfer of the bundles is kept at an efficient level and the boiler can be operated without exceeding the critical outlet temperature.
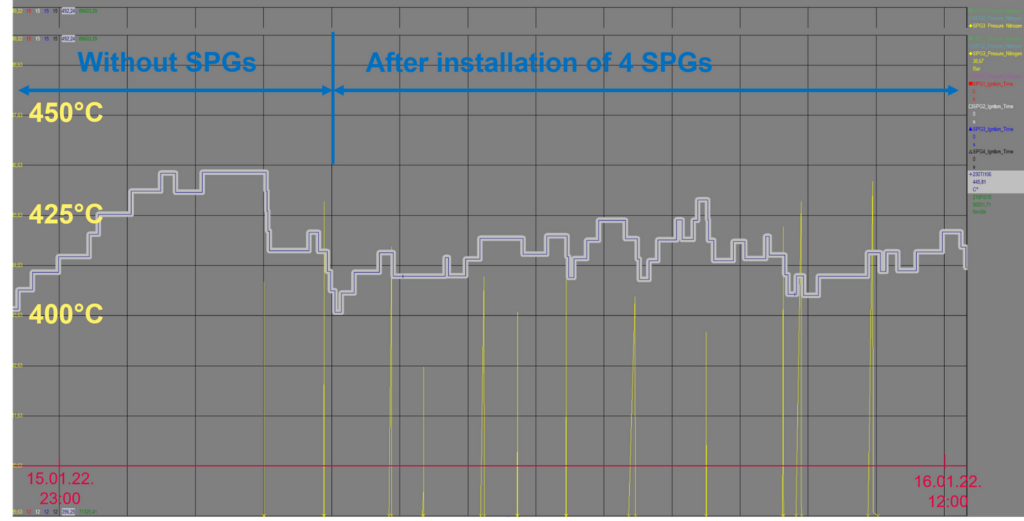
Four Shock Pulse Generators Type EG10L were installed between the tube bundles in the upper part of the second boiler. The Shock Pulse Generators achieved an average flue gas temperature reduction of 20K at the boiler outlet. The boiler operators are well experienced to choose the number of Shock Pulses to be carried out by each SPG according to the actual operating conditions of the boiler. Figure 3 shows the result of the boiler cleaning optimization by installation of four Shock Pulse Generators EG10L in year 2016.
The improved boiler cleaning enables more homogenous boiler operating conditions. As a direct result, also the flush smelter can be operated more homogeneously. This resulted in an increase of the overall production capacity of the flush smelter by over 20%, related to the output of the copper matte! A real success story for all involved parties.
Additional improvements based on operation experience
The operators experienced, that the fly ash accumulations occur as well in the lower part of the boiler, which would still disturb the heat transfer. The situation has been evalutated together with Explosion Power and it was decided to install two additional SPGs in this area. The whole installation for the new SPGs, together with the respective feed piping and the wiring to the DCS was executed by the plant staff. Explosion Power was contracted to carry out the final check and commissioning of the new units. The Explosion Power’s commissioning engineer was delighted about the perfect installation. The two new EG10XL SPGs were started up smoothly at the End of January 2022.

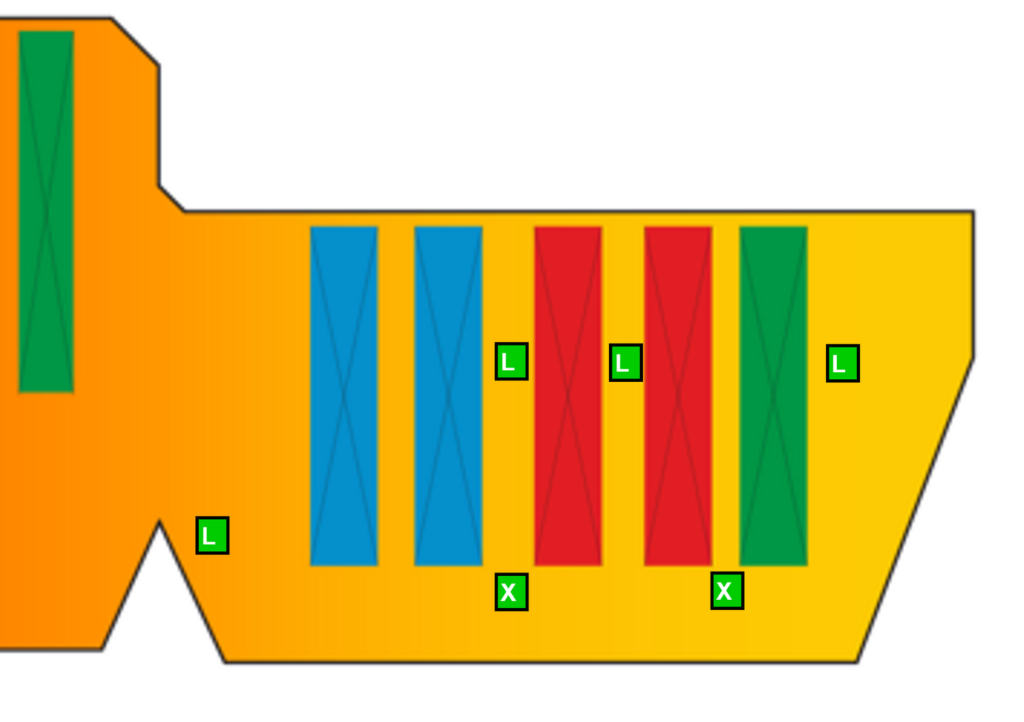
Example illustration of the EG10L and EG10XL types installed, which slightly differ only in the dimensions of the combustion cylinder.
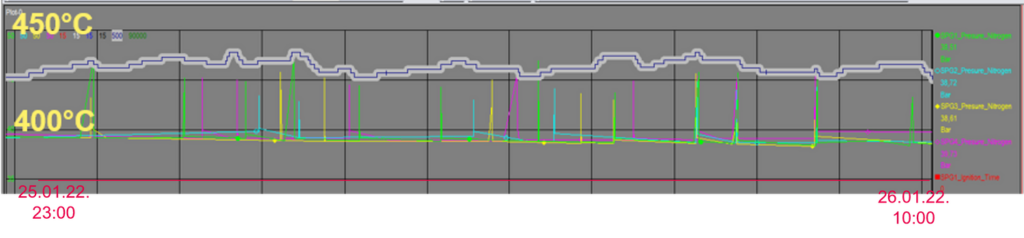
The two additional SPGs enable an even further equalized off-gas temperature at the boiler outlet. The operators are satisfied with this further upgrade of the boiler cleaning system and expect an additional increase of the production capacity of the copper matte.


